東亜圧接が誇る、圧接業界では珍しいガス圧接の工法や機器の研究開発を担う専門部署です。
 昭和34年創立以来一貫してガス圧接の工法や機器の研究、開発に取り組み 昭和34年創立以来一貫してガス圧接の工法や機器の研究、開発に取り組み
業界初の圧接専用電動油圧ポンプ及びアセチレン生ガス噴射式リングバーナーの開発を行って、東亜式工法を確立してまいりました。
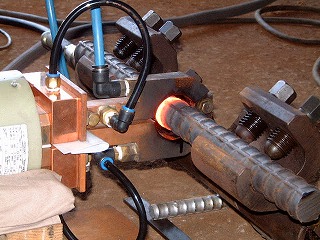
36年前の昭和48年頃、この工法を本四架橋工事に供することを目的とした新日鉄(株)の要請により、(株)ニレコと弊社の3社が共同してガス圧接の自動化に着手し、遂にオートウェルバー(自動ガス圧接装置)が完成しました。
その後さらに研究を重ね特許1613699号「ガス圧接における圧縮縮み量の検出方法」を取得し、上記特許を使用したマイコン制御の自動加圧装置「あっせつくん」を実用化しました。(平成9年、日本圧接協会の性能評価に合格)
タイマーを使用せず鉄筋の圧縮縮み量で工程制御を行うので、鉄筋の形状や風によるバーナー炎の影響に左右されにくく、高品質な圧接を実現しました。
初期の基礎となっている工法について
この工法は圧接業界に先駆けて開発した電動油圧ポンプ(圧力調整機構並びに圧力保持機構を備えている)と東亜式リングバーナーの開発により成功したものです。当社の加圧法を、あえて段数で呼ぶならば2段加圧法です。
予圧(突合せ)を経て、隙間が潰れる密着までの1次加圧。
中間圧(巾焼き)を経て、成形工程を終了するまでの2次加圧で構成される。
なおこの段階における隙間とフラット破面の問題、温度と加圧の問題等々については、これまで幾多の研究事例が発表されており、当社の考え方も大同小異である為に割愛しますが、圧接工法を構成するファクターは大別して加熱及び加圧のタイミング、そして圧縮量と考えます。
もちろん鉄筋の端面加工は必ず必要でありますが。
均質な継手品質を得るために、当社の2段加圧法に基礎をおく自動加圧曲線を考案し当時入手可能な限りの高炉材、電炉材を対象に5年以上の長期間を要して諸条件の最大公約数を割り出しました。
基礎的実験方法(鉄筋各サイズに共通)
1)接合初期の段階と圧縮量の関係
設定圧 4種類(鉄筋断面積当り、350、400、500、600 kgf/cm2)
隙間 接合面、セット時の隙間0から5mmまでの6種類
加熱 強炭化炎で集中加熱する
実験 加熱開始と同時に加圧し圧縮量を測定し隙間が閉じた時点より
1mm、2mm、3mm~ mm と圧縮量の1mm毎の
テストピースを作成する。
結果 破面検査のデーターを集約するとセット時の隙間が閉じてから
3mmの縮みが発生した時点で、破面全面に微細結晶が現れることを確認した。
2)接合面の結晶成長と圧力の関係
設定圧 4種類(鉄筋断面積当り、350、400、500、600 kgf/cm2)
加熱 強炭化炎で集中加熱し、セット時の隙間が閉じてから3mmの
縮みが発生した時点で中性炎とし、揺動加熱を行う。
実験 加熱開始と同時に加圧し始めて、膨らみが1.4倍になるまで加圧を続行し終了する。
結果 破面検査のデーターを集約すると、結晶は成長しているが、破面形状は平面的である。但し設定圧は低いほうがより成長する傾向にあることを認識した。
3)接合面の結晶成長と圧力の関係
設定圧 4種類(鉄筋断面積当り、350、400、500、600 kgf/cm2)
加圧 強炭化炎で集中加熱し、セット時の隙間が閉じてから3mmの
縮みが発生した時点で加圧を停止し、そのままとする。
実験 加熱方法はセット時の隙間が閉じてから3mmの圧縮量を得た時点で中性炎とし、鉄筋の中心温度を測定しながら1200℃を維持するよう断続加熱する。
(ペンレコーダーをセットし温度、圧力を記録)
この圧力の減衰曲線がほぼ水平になるまで続ける。
(加熱により鉄筋が塑性変形し圧力が下がりきった最終点)
結果 結晶は実験2)に比較して良好に成長し相互にくいこみがあり立体的になることを鉄筋各サイズについて確認。
総括 多年の実験データーを集約すると、固相溶接であるガス圧力の接合過程においては次のことがわかった。
①接合面に微細結晶を形成する圧縮量、セット時の隙間が閉じてから3mmに達するまでは圧力を優先して加圧力を大きくする。
②結晶を成長させて接合を完全にする過程では、温度を優先して少なくとも中心温度を約1200℃に維持する。
③加圧力は圧縮を持続する程度で充分であり、かつ圧力制御が間接的な温度制御となり得る相関関係にあることを確認した。
上記の実験結果より当社自動機の鉄筋径ごとのプログラムが形成されております。
当社が独自開発した、圧縮量の検出方法(特許第1613699号)をご紹介いたします。
この検出方法はポンプの圧力保持機構が完璧で吐出された作動油が漏れ無く
ラムシリンダーに注入されることが前提となって次式を成立させています。
L = ? L:圧縮量 ?:ラムシリンダー押し出し長さ
V ∝ ? V:ポンプの高圧吐出量 ∝:比例記号
V ∝ R R:モーターの回転数
L =KR K:係数
これらの関係式を解くために、① ポンプの高圧吐出量はその圧力により変動するため、ゲージ圧100,200,300,400,500 kgf/cm2の各々について正確に実測し、モーターとの比例係数(K)を算定する。
② 設定下限圧力から設定上限圧力間で作動したモーターの回転数を検知し積算計数する。
③ それぞれの得た値からコンピューターが演算し、圧縮量を算出している。
|